













Text:
MCD_fa_09_assembly-station-eng.pdf
Pictures (Print, CMYK):
Please feel free to order high resolution images via e-mail.
Pictures (Web, RGB):
fa_09_assembly-station-1-web_mcd.jpg
fa_09_assembly-station-2-web_mcd.jpg
fa_09_assembly-station-3-web_mcd.jpg
fa_09_assembly-station-4-web_mcd.jpg
fa_09_assembly-station-5-web_mcd.jpg
Project site:
Assembly and Test Station for Components of Air Conditioning Systems
In production enterprises, assembly and testing are often two completely separate processes. The resulting disadvantages are unnecessary displacements and a lack of feedback to the assembly workers. It is also unsatisfying for the workers to assemble a product without the certainty that it is functioning correctly. However, there is an alternative - as demonstrated by the fully integrated concept of a combined assembly and testing station in which panels and control units for truck air conditioning systems are fitted and tested at the same time. The station is built for use by one operator and can be easily integrated into any assembly line. This modern workstation solution is the brainchild of measurement and test engineering specialists at MCD Elektronik from Birkenfeld near Pforzheim, Germany. The company mainly supplies test systems to the automotive industry throughout the world. Thanks to its holistic concept, the combined assembly and testing station is not only operator-friendly but also completely fit for industry 4.0.
1. Good Working Climate
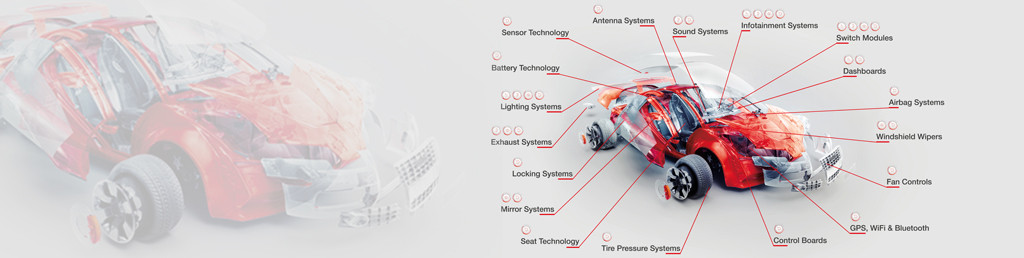
Vehicle air conditioning systems generally consist of a control unit and the operating panel. Here the driver uses buttons and a rotary knob to set his "feel-good parameters" for the cabin. The settings can be viewed on an LCD display. The control unit communicates with the panel via an LIN interface. Another LIN interface, two CAN bus interfaces and several analog inputs provide the connections with the sensors and actuators.
There are two stations, one is for the assembly of the operating panel and the other is for the control unit. All the necessary components are delivered by roller conveyors. At one station, the worker presses in the pin headers and displays of the operating panel using a manually operated press with integrated measuring function. At the second station, the control equipment is assembled. Here the housing, the pre-assembled circuit board and housing cover are screwed into place. A pneumatic screwdriver is provided for this work step. The feeding device automatically transports the required screws to the screwdriver head.
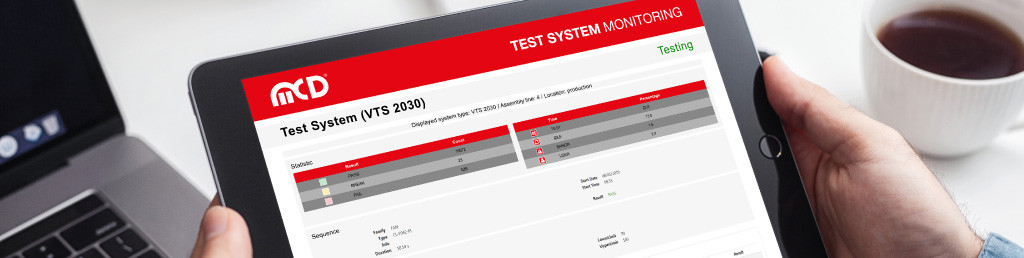
2. Thorough Testing
Simply by turning around, the worker now faces the test cell. The test cell is equipped with workpiece holders both for the panels and the control units. Numerous tests are carried out on the panels. After placing them in the module tray they are supplied with current through their three connection pins and connected up to the LIN bus. First the EEPROM of the panel with the customer-specific data is described and relayed to the control unit. The worker's instructions appear on the screen, and he activates the buttons and the rotary knob in succession. The test station analyses the signals via the LIN network.
Then the module tray is closed and automatic tests are performed. Haptic tests include values for force, stroke, path and snap ratio. To perform these, a XY table approaches the individual switches, which are activated by a precision drive with motion controller. The human finger is simulated by a mechanical probe. The speed is selectable and the force path is recorded together with the current position. Data processing takes place directly in the motion controller. When the maximum force or a specific position is reached, the drive - and therefore the measuring process - stops. This is followed by the start of the measurement for the return path.
The interior of the test cell is darkened so that in a second test step the lighting of the switch and the display can be optically tested using a camera. First, all symbols are tested by the camera in incident light for completeness, position and angle. The automatic test system then checks all symbols in seeker lighting and functional lighting mode for intensity, RGB colour, homogeneity and illumination failures. The pattern of the LCD display is tested for short circuits, completeness and intensity.
3. Nothing Gets Past This Testing Station
Igor Gerdt guided the development of the assembly and test station. He explains: "We can identify errors and scratches on the symbols, illumination failures and wrongly placed LEDs. We also detect missing light conductors in the LEDs and missing segments in the LCD pattern." The operator is informed about the test results. NOK parts are set aside safely by transferring them to platform scales situated next to the test cell.
In the testing of the control unit, the functions of the module are checked by activating and testing all signals. The 40 connections, including two CAN and two LIN connections, are automatically contacted after being placed in the testing station. The control unit reads simulated values for temperatures (air, water, cooling temperature), humidity and pressure via its analog inputs. The test apparatus stimulates the inputs with the corresponding analog voltages and frequencies.
The control unit communicates via the CAN bus with valves, the compressor, water pumps and ventilation motors. The test cell program checks correct functioning, and measures and evaluates the currents and the PWM. The feedback of the simulated air-conditioning components via LIN completes the test sequence.
If the test has been positive throughout, a label printing device prints a corresponding label which is applied by test cell operator and signifies that the tested components are "OK". The panel and the control unit are transferred by rolling conveyor from the assembly station to production logistics.
The assembly and testing process is supported by "stop - go" lights and monitor displays. Ingenious interlocking of the individual processing steps ensures that nothing is overlooked, and that the testing sequence is adhered to.
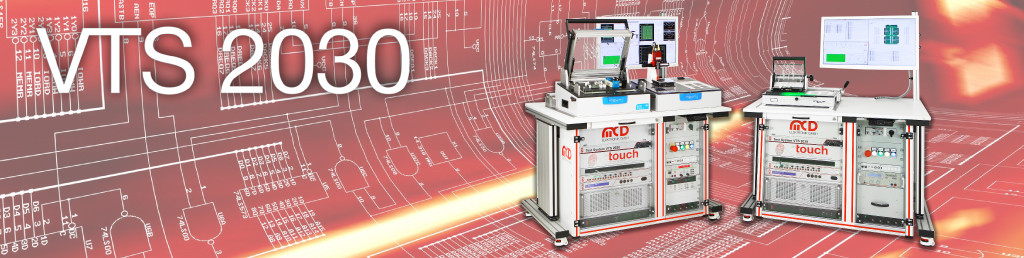
4. Equipment of the Assembly and Test station:
Components by MCD Elektronik:
- MCD ULC rack with comprehensive measuring technology and bus interfaces
- Test software TestManager CE and MCD COGNEX Vision Toolmonitor
- Electronic control and coordination of test procedures
Products of partner enterprises:
- Hand-operated press
- Screwing equipment with feed and sorting device
- Gravity-actuated roller conveyors
- Platform weighing machine for NOK parts
- Integrated label printer
Questions to Igor Gerdt
1) When designing an interactive testing station, what criteria are important to you?
I.G.:
a) Ergonomic work, so that the operator feels comfortable in the working environment
b) Short paths, to save time for test personnel
c) Instructing the operator, safe retrieval of NOK parts
d) Close coordination with the customer's needs and requirements
e) Space requirements / adjustment to the manufacturing/production conditions
2) Do you take cultural characteristics into account?
I.G.: Depending on the location, there are specific cultural aspects that have to be taken into account, like the physical size of operating personnel, or specific language requirements in the user prompt.
3) Do you have the possibility of gathering feedback from operators on the acceptance of your test stations? (or in plain English: how popular are your developments with employees?)
I.G.: They are very well received and have been in use for years in our customers' production. This is ensured by close coordination and training. Initial training ensured a high degree of satisfaction.
4) Model changeovers in the automotive sector are increasingly rapid. How easy is it to adapt a test station to new, changed components?
I.G.: Our software and systems have a modular structure. This means that adaptations and refitting are fast, easy and uncomplicated.
5) What contribution do MCD test stations make to increase productivity?
I.G.: The rise in productivity is enormous; this is due to the combining and bundling of many individual work steps in an integrated overall concept. Thus the operator's activities vary and productivity increases at the same time.
__________________________________________________________________
MCD Elektronik GmbH
Hoheneichstr. 52 | 75217 Birkenfeld | Tel. +49 7231 78 405-49 | Fax +49 7231 78 405-10
Ms. Verena Feidy, verena.feidymcd-elektronik.SPAMPROTECTION.de